
EMAIL:
lh@longhuamachine.com
TELL/whatsapp:
+8619305527239  English English
English English 
Views: 0 Author: Site Editor Publish Time: 2025-10-07 Origin: Site








Preparing for safe die casting machine operation starts with your commitment to follow every recommended step. You must always prioritize safety, as even small errors can lead to serious consequences. Industry reports highlight several common causes of accidents with die casting machines:
Cause | Description |
|---|---|
Mechanical Damage | Accidents or improper handling can damage clamping mechanisms. |
Electrical System Failures | Can cause machine shutdowns, erratic operation, or inaccurate control settings. |
Loose Connections | Vibrations and wear can cause electrical connections to loosen. |
Faulty Components | Sensors, relays, and control boards can fail over time. |
Overloading | Electrical systems can be overloaded, leading to overheating and component failure. |
You reduce risks by checking your die casting machine thoroughly and following all safety protocols.
Always wear the right personal protective equipment (PPE) to prevent injuries. This includes safety glasses, gloves, and heat-resistant clothing.
Prepare your work area by keeping it clean and organized. A tidy space reduces hazards and supports safe operation.
Conduct thorough inspections of the die casting machine before use. Check for loose connections, mechanical damage, and proper lubrication.
Follow strict safety procedures during operation. This includes regular checks and knowing how to respond to abnormalities immediately.
Shut off the water source after operation to prevent freezing and dangerous reactions with molten metal.

You must wear the right labor protection articles before operating die casting machines. OSHA and industry safety requirements recommend several types of personal protective equipment for this environment:
Face and eye protection, such as safety glasses with side shields and face shields.
Proper hand and foot protection, including heat-resistant gloves and leather safety shoes with toe protection.
100% cotton or wool socks, undergarments, and outer garments to reduce burn risk.
Hearing and respiratory protection when noise or fumes reach hazardous levels.
Wearing safety gloves helps prevent crushing injuries and cuts when you handle heavy materials. Goggles or face shields protect your eyes from flying debris and chemical splashes. Heat-resistant clothing shields you from burns caused by molten metal.
Neglecting PPE increases your risk of burns, cuts, and eye injuries. Always check your gear for damage before each shift.
Arrive early for pre-shift preparation. A clean and organized workspace reduces hazards and supports safe operation. You should:
Remove clutter and debris from the floor.
Ensure proper ventilation to disperse toxic fumes.
Confirm that first aid supplies are available and accessible.
Inspect all PPE for wear or damage.
A well-prepared area helps you focus on safe operation and reduces the chance of accidents.
You must follow strict safety procedures every time you operate a die casting machine. The table below summarizes key practices:
Safety Procedure | Description |
|---|---|
Regular Inspections | Check oil pressure, wiring, and mechanical parts weekly. |
Safe Operation Protocols | Follow guidelines for starting, stopping, and handling molten metal. |
Maintenance Practices | Inspect lubrication and cooling systems daily. |
Emergency Handling | Know how to shut down and evacuate in case of an emergency. |
Following these steps ensures you meet safety requirements and maintain protection for yourself and your team.
Before you begin any die casting production, you must complete a thorough check of your die casting machine. This step is essential for both safety and performance, especially when working with high-pressure and high temperature environments.
Always confirm that the relief valve handle is set to the pressure relief position before machine start-up. This action prevents accidental pressure buildup, which can cause dangerous situations. You protect yourself and your team from sudden releases of hydraulic pressure by making this check part of your pre-shift preparation. Never skip this step, even if the die casting machine appears to be in good condition.
Proper cleaning and lubrication keep your die casting machine running smoothly and safely. You should remove zinc residues, lubricants, and debris after each production run. Use specialized cleaning agents to avoid damaging sensitive components. Check lubricant levels daily and inspect for leaks to prevent increased friction and wear. The following table outlines recommended maintenance intervals for die casting machines:
Maintenance Task | Frequency/Interval |
|---|---|
Daily inspection and cleaning | Before starting the machine |
Check lubrication system | Daily |
Weekly inspection | Every week |
Manual lubrication points | Every half month (first 6 months) or monthly (after 6 months) |
Lubricate die set pins | Every 100,000 cycles |
Clean hydraulic oil filter | Every half year/annual maintenance |
By following these intervals, you extend the life of your die casting machine and reduce the risk of breakdowns during die casting production.
Install perimeter guarding around your die casting machine to meet safety requirements and protect everyone in the work area. Perimeter guarding shields employees from hazardous zones, prevents unauthorized entry, and ensures compliance with OSHA regulations. You also guard the machinery against unauthorized use and can modify the design to fit around obstacles. Key regulatory standards require that perimeter guarding:
Prevents climbing and provides a safe distance from hazards
Includes retained fasteners and demountable parts removable only with a tool
Allows clear visibility and withstands impacts
Maintains a rigid and stable structure
Reduces noise in the work area
Tip: Always inspect perimeter guarding for damage or loose panels before each shift. Proper guarding is not just a recommendation—it is a critical part of your die casting machine’s safety system.
By making these checks a routine part of your work, you help ensure that die casting machines operate safely and efficiently, even under high temperature and high-pressure conditions.
Safe operation of a die casting machine depends on your ability to follow a precise operational procedure. You must understand each step, recognize abnormalities, and respond quickly to any issues. This section covers the essential actions you need to take for safe and efficient die casting production.
You must always perform a point start before beginning any die casting machine operation. This step ensures that the equipment is ready and that you can identify potential problems early. Follow these steps for a standard point start:
Clean both halves of the die thoroughly and apply a release agent. Preheat the die if required by your process.
Heat the metal in the furnace until it reaches the correct melting temperature.
Transfer the molten metal to the injection system of the die casting machine. Use the piston to inject the metal into the die cavity at high speed and pressure.
Maintain consistent pressure until the metal solidifies and cools completely.
Separate the die halves and remove the solidified part using ejector pins.
Trim excess material from the sprue, runners, gates, or flash.
Complete any additional procedures such as machining, painting, or assembly.
Apply finishing touches to ensure the part meets quality standards.
Tip: During machine start-up, observe the oil pump and motor relay. If the relay does not close, check the motor thermal relay, power circuit, button contacts, and relay coil. Use a multimeter for accurate testing.
You must remain alert during pre-shift preparation and point start. Early detection of abnormalities prevents accidents and equipment damage.
Understanding the operating sequence of a die casting machine is critical for meeting safety requirements and producing high-quality parts. The typical sequence includes:
Close the mold securely.
Pour molten metal into the press chamber, either manually or with automated equipment.
Activate the injection punch to push the metal at a predetermined speed and pressure. The metal flows through the runner and fills the mold cavity.
Maintain pressure until the metal solidifies.
Open the mold. The punch moves with the mold opening, pushing the die casting part and remaining material cake to the movable mold.
Reset the punch after reaching the required distance.
Eject and remove the die casting part, gate, and material cake.
Parameter | Typical Value | Importance |
|---|---|---|
Metal Temperature | 415-430°C | Avoids premature solidification |
Die Temperature | 150-200°C | Affects surface finish |
Injection Pressure | 200-700 bar | Determines part density |
Injection Speed | 30-50 m/s | Affects metal flow |
Intensification Pressure | 400-800 bar | Reduces porosity |
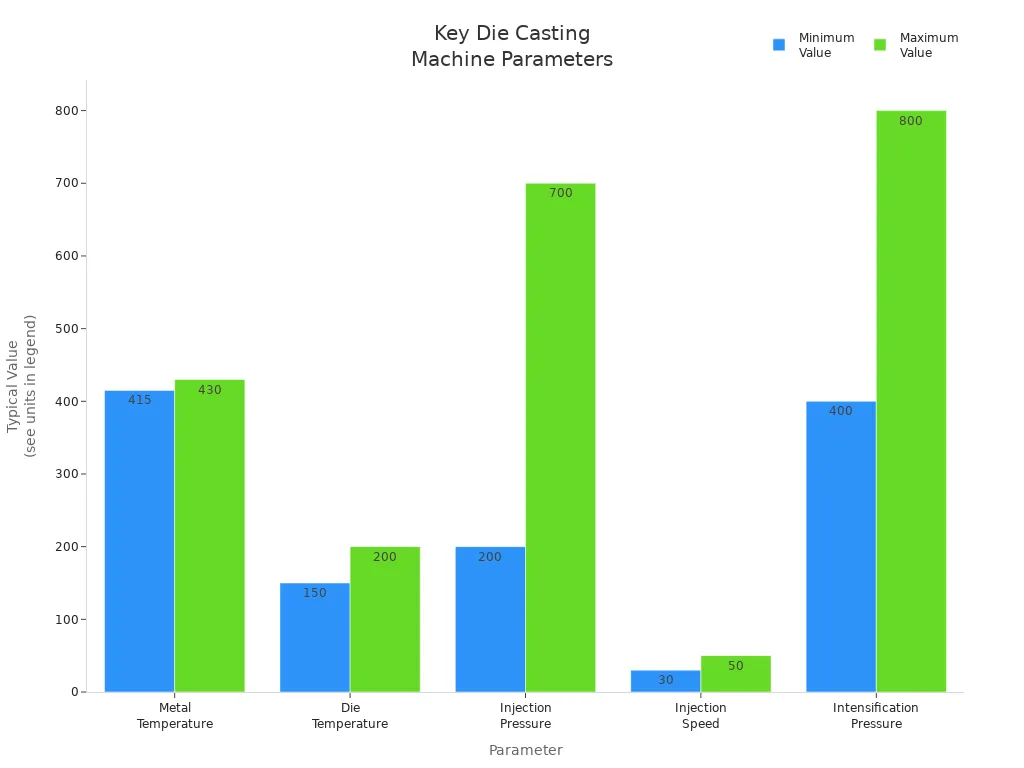
You must know these values and their impact on die casting machine operation. Proper training helps you master the operational procedure. The Die Casting Academy offers online and in-person programs, including courses on machine operation, process control, and mechanical basics. These programs use videos, interactive modules, and quizzes to prepare you for real-world scenarios.
Note: Familiarity with the operating sequence reduces mistakes and improves safety. Training programs cover die casting machinery, dies, and production, making them valuable for both new and experienced operators.
You must respond immediately if you detect any abnormality during die casting machine operation. Quick action protects you, your team, and the equipment. Follow these steps when you encounter a problem:
Observe symptoms and locate the fault by looking, listening, and testing.
Analyze possible causes of the failure.
Check equipment operation records and fault files.
Determine the correct processing method and work steps.
Perform hands-on maintenance as needed.
Common abnormalities include gas porosity, shrinkage porosity, cold shut, misruns, flash, cracks, oxide inclusions, metal inclusions, soldering, flow marks, and segregation. Causes range from air entrapment and poor mold venting to improper injection pressure and uneven cooling.
Defect Type | Description | Causes |
|---|---|---|
Gas Porosity | Gas bubbles trapped during solidification | Air entrapment, excessive lubricants, poor venting |
Shrinkage Porosity | Internal voids from metal contraction | Poor gating, rapid cooling, improper flow control |
Cold Shut | Weak seam from metal flows not fusing | Low temperature, slow flow, poor gating design |
Misruns | Incomplete sections from poor mold filling | Low pouring temperature, slow injection, poor fluidity |
Flash | Excess metal at parting line or edges | Excess pressure, improper clamping, worn mold |
Cracks | Cracks from thermal stress or shrinkage | Uneven cooling, poor mold design, alloy issues |
Oxide Inclusions | Non-metallic impurities in casting | Oxygen reaction, poor filtration, turbulence |
Metal Inclusions | Foreign metal particles in casting | Eroded mold, contaminated materials, poor handling |
Soldering | Molten aluminum sticking to mold | High mold temperature, improper lubricants, alloy |
Flow Marks and Lines | Streaks or lines on casting surface | Uneven flow, low speed, inconsistent temperature |
Segregation | Uneven material distribution | Improper cooling, excessive impurities, poor mixing |
Alert: Stop the die casting machine immediately if you notice any abnormality. Do not attempt to continue operation until you resolve the issue and confirm that all safety requirements are met.
You must document all abnormalities and corrective actions. This practice supports continuous improvement and helps prevent future incidents. Always prioritize safety and follow the operational procedure for every die-casting machine you operate.
After you finish operating a die casting machine, you must shut off the water source. This step is especially important during winter. If you leave water running or trapped in the system, you risk serious hazards:
Water left in pipes can freeze and cause damage to the die casting machine.
Introducing water to molten metal can trigger explosions from rapid steam generation.
Water contact with molten aluminum can cause severe burns.
Cold, wet stock may hide water under the surface, increasing the risk of dangerous reactions.
Tip: Always drain and turn off the water source before leaving the work area. This simple habit protects both you and your equipment.
You must conduct a thorough final inspection to ensure the die casting machine is safely shut down. A detailed checklist helps you catch problems before they grow into major issues. Use the following table as a guide:
Step | Description |
|---|---|
Check for loose parts | Inspect each component and secure any loose screws or fasteners. |
Remove protective covers | Take off any plastic covers or films from machine surfaces. |
Inspect for rust | Look for rust or corrosion on all metal surfaces. |
Verify labeling | Make sure all labels and markings are clear and accurate. |
Test moving parts | Operate moving parts and listen for unusual noises. |
Check electrical connections | Inspect all connections for damage and proper security. |
Inspect cooling system | Look for leaks or damage in the cooling system. |
Check safety features | Confirm emergency stop buttons and safety guards work properly. |
Conduct overall inspection | Ensure the machine is clean and free of visible damage. |
Document inspection | Take photos or videos for future reference. |
Regular inspections help you spot issues early. You can resolve problems before they affect production. Cleaning and replacing damaged parts keeps the die casting machine reliable. Hydraulic system checks prevent major breakdowns. Always check the final die-casting products for defects and inspect molds for wear or damage. These steps protect your investment and keep die casting machines running safely.
You can achieve safe die casting machine operation by following these critical steps:
Prepare before your shift and verify production readiness.
Inspect the machine and remove obstructions before start-up.
Understand the mold structure and install tooling correctly.
Consistent safety checks and proper shutdown of die casting machines reduce hazards and create a safer workplace. When you prioritize safety, you help maintain productivity and protect your team.
You must complete pre-shift preparation and checking. This step helps you identify hazards, confirm machine readiness, and ensure all safety protocols are in place. Skipping this process increases the risk of accidents and equipment failure.
You prevent employee casualties by following strict safety procedures, wearing proper protective gear, and using perimeter guarding. Always stop the die casting machine if you notice any abnormality or unsafe condition.
You must shut off the water source to prevent freezing in winter and avoid dangerous reactions between water and molten metal. This step protects both you and the die casting machine from serious hazards.
Stop the die casting machine immediately. Investigate the cause, document the issue, and do not resume work until you resolve the problem. Quick action keeps you and your team safe.
You should inspect and maintain your die casting machine daily. Regular checks help you spot wear, leaks, or damage early. Proper maintenance extends machine life and ensures safe operation.
