
EMAIL:
lh@longhuamachine.com
TELL/whatsapp:
+8619305527239  English English
English English 
Views: 0 Author: Site Editor Publish Time: 2025-08-14 Origin: Site








You rely on the cooling system in die casting to regulate die temperature and solidify molten metal quickly and evenly. In a cold chamber die casting machine, this process becomes essential because you work with metals that require higher melting points and precise thermal control. The cooling system in cold chamber die casting not only improves the efficiency of die casting machines but also helps you achieve faster cycle times, greater dimensional accuracy, and a longer die life. Enhanced cooling methods in cold chamber die casting minimize defects and support stable, energy-efficient production.
The cooling system controls die temperature to solidify molten metal quickly and evenly, improving part strength and surface quality.
Proper cooling prevents defects like porosity, warping, and cracks, which helps produce durable and accurate castings.
Cooling channels circulate water or oil to remove heat efficiently, with advanced designs like conformal channels offering the best temperature control.
Efficient cooling shortens cycle times, boosts production rates, and extends die tool life by reducing thermal stress and wear.
Modern cooling methods include real-time temperature monitoring and eco-friendly fluids, which enhance quality, save energy, and support sustainable production.

You depend on the cooling system to manage heat during the cold chamber die casting process. The system removes heat from the molten metal as it fills the die, helping the metal solidify quickly and evenly. Cooling channels inside the mold keep temperatures steady, usually between 200°C and 300°C. This temperature range helps you reduce thermal stress and improve the grain structure of each casting. When you use the right cooling methods, you get stronger parts with better surface finishes. For example, aluminum parts cooled at about 250°C can show up to 20% higher tensile strength than those cooled more slowly.
The cooling system uses several components to achieve these results:
Cooling channels
Pumps and valves
Chillers or heat exchangers
You may also find advanced features like thermal pins or conformal cooling channels in modern cold chamber die casting machines. These tools help you control the process and target specific areas that need extra cooling.
Proper cooling makes a big difference in the quality and efficiency of your cold chamber die casting process. If you do not control the temperature, you risk defects such as shrinkage porosity, warping, or cracks. Uneven cooling can cause internal voids or weak spots in your castings. You want to avoid these problems because they lower the strength and durability of your parts.
Note: Keeping the die at the right temperature also extends its life and reduces maintenance costs.
When you manage cooling well, you shorten cycle times and boost production rates. Faster cooling leads to finer grain structures, which means stronger and more reliable parts. You also prevent thermal fatigue and mold wear, which keeps your cold chamber die casting machine running smoothly. By focusing on cooling, you ensure each process step delivers high-quality results and meets industry standards.

You follow a precise sequence when operating a cold chamber die casting machine. This process ensures you create strong, accurate parts from high-melting-point alloys. Here are the main steps you take:
Prepare the die casting tooling system. You make sure the mold matches the shape and size you need.
Melt the metal in a separate furnace. You keep the molten metal at the right temperature for casting.
Ladle the molten metal into the pressure chamber. You transfer it quickly to avoid heat loss.
Use a hydraulic plunger to inject the molten metal into the die cavity. The pressure chamber forces the metal to fill every part of the mold.
Allow the molten metal to cool and solidify inside the die. The cooling system in the cold chamber die casting machine removes heat through built-in channels and coolers.
Open the die and eject the finished part. You then trim and inspect the casting for quality.
Tip: Cooling time depends on the type of metal, the thickness of the part, and the temperature of the die. Proper cooling prevents defects like warping or shrinkage.
You notice that the pressure chamber plays a key role in every step. It holds the molten metal, controls the injection, and helps manage the cooling phase.
You rely on several important parts in a cold chamber die casting machine to control temperature and quality:
Cooling channels run through the die blocks. These channels circulate water or oil to remove heat from the molten metal.
The pressure chamber receives the molten metal and uses hydraulic force to inject it into the die.
Coolers or heat exchangers regulate the temperature of hydraulic oil and the die itself.
Observation windows let you monitor the flow of cooling water and check for problems.
The cooling system in cold chamber die casting machines is more advanced than in hot chamber machines. You use cold chamber die casting for metals like aluminum and copper, which have higher melting points. The pressure chamber and cooling system must handle greater thermal loads. In hot chamber die casting, the furnace sits inside the machine, and the process moves faster. In cold chamber die casting, you transfer molten metal from an external furnace, which means you must control cooling more carefully to avoid defects.
Aspect | Hot Chamber Die Casting | Cold Chamber Die Casting |
|---|---|---|
Furnace Location | Inside the machine | Separate external furnace |
Metal Transfer | Direct via gooseneck | Ladled into pressure chamber |
Production Speed | Faster cycles | Slower cycles |
Cooling & Solidification | Under pressure in die | Cooling managed by channels and coolers |
Risk of Defects | Lower oxidation | Higher risk of pores and shrinkage |
You choose cold chamber die casting when you need to cast high-melting-point alloys. The cooling system and pressure chamber work together to control solidification and ensure the structural integrity of your parts.
You use several cooling fluids to control temperature in cold chamber die casting. Water is the most common coolant because it absorbs heat quickly and is easy to circulate through cooling channels. You can adjust the flow rate to fine-tune the cooling effect. Water-cooled channels help you maintain uniform temperatures, which reduces warping and shrinkage in cast parts. However, you need to watch for corrosion and limescale buildup, which can block channels and increase maintenance.
Oil cooling offers better resistance to corrosion and scaling. You choose oil when you need stable cooling over long production runs or when water might cause thermal shock. Oil coolants also help you avoid rapid temperature changes that could crack the die. Air cooling is less common but useful for complex mold shapes or when you want slower, controlled cooling. Air-cooled systems work well for thin-walled parts and help you manage dimensional accuracy.
Tip: Eco-friendly cooling fluids, such as vegetable-based oils, reduce environmental impact and improve operator safety. These fluids also extend tool life and enhance surface finish compared to mineral oils.
Cooling Fluid | Advantages | Disadvantages |
|---|---|---|
Water | Fast heat removal, easy control | Corrosion, scaling, frequent cleaning |
Oil | Stable, less corrosion, gentle cooling | Slower heat transfer, higher cost |
Air | Controlled cooling, good for thin parts | Lower efficiency, limited use |
Vegetable-based | Eco-friendly, better tool life | May require system adjustments |
You rely on cooling channels to move coolant through the die and remove heat from the mold cavity. The design and placement of these channels affect how evenly your die cools. Channels placed closer to the mold surface improve heat dissipation by about 10% for every millimeter of proximity. You achieve faster temperature stabilization and reduce thermal contact resistance by up to 33% when you use higher coolant pressure.
Parameter | Description / Result |
|---|---|
Channel Proximity | 6.5 mm from mold surface vs. 9.5 mm improves heat dissipation by ~10% per mm |
Thermal Contact Resistance | Reduced by ~28-33% with closer channels and 30 bar pressure, enabling faster temperature stabilization |
Heat Transfer Rate | 186 Watts at 6.5 mm channel distance vs. 127 Watts at 9.5 mm |
Temperature Gradient | Maintained below 5°C with conformal cooling designs for uniform solidification |
Coolant Flow Rate Impact | Increasing flow from 215 to 425 mL/min shortens thermal time constant, enabling rapid temperature stabilization |
Effect on Part Quality | Uniform cooling reduces defects like porosity and microcracks, improving part quality |
Impact on Cycle Time | Faster and more uniform cooling reduces cycle times, enhancing productivity |
Additional Notes | Limescale buildup in traditional channels increases thermal resistance; topology-optimized designs mitigate this |
You can choose straight-line, spiral, or conformal cooling channels. Straight-line channels are easy to make but may cause uneven cooling and hotspots. Spiral channels improve temperature uniformity but increase flow resistance. Conformal cooling channels follow the shape of the mold cavity, providing superior temperature control and reducing thermal stresses. Hybrid designs balance manufacturability and cooling efficiency.
Straight-line channels: Simple, but may cause hotspots.
Spiral channels: Better uniformity, higher flow resistance.
Conformal channels: Best temperature uniformity, fewer defects.
Hybrid designs: Moderate thermal gradients, easier to manufacture.
You find that conformal cooling channels maintain even temperature distribution, which reduces warpage and improves part quality. In high-volume production, these channels can reduce cycle time by nearly 40%, boosting productivity by about 50%. You also notice that uniform cooling helps you avoid defects like porosity and microcracks.
You can use advanced cooling methods to further improve the cold chamber die casting process. Direct cooling applies coolant right to the die surface, while indirect cooling uses channels embedded in the die. Indirect cooling, such as indirect squeeze casting, avoids oxide entrapment and pre-solidification, resulting in more uniform microstructures and higher production rates.
Modern cold chamber die casting machines often feature real-time temperature monitoring. You track temperatures across multiple zones and receive alerts for cooling inefficiencies. This technology lets you adjust coolant flow and pressure instantly, preventing overheating and thermal imbalances. AI-powered analytics help you optimize coolant efficiency and reduce failure risks.
You also see new developments in vacuum heat treatment, such as High-Pressure Gas Quenching (HPGQ) with nitrogen. This technique achieves rapid and uniform cooling, especially for large dies. Directional controlled cooling in vacuum furnaces allows you to manipulate gas flow, promoting uniform heat extraction and reducing distortion. Interrupted quenching techniques pause cooling at intermediate temperatures, minimizing cracking and residual stresses.
Note: Environmentally friendly closed-loop cooling systems are now common in cold chamber die casting. These systems recycle coolant, reduce emissions, and support sustainability.
You benefit from advanced cooling strategies like phase-change materials and hybrid cooling systems that combine air and water cooling. These methods optimize cooling, reduce cycle times, and enhance part quality. You use CAD and simulation software to model molds and perform thermal simulations, identifying hotspots and optimizing cooling channel placement. Regular maintenance, such as cleaning and inspection, keeps your cooling system efficient and prevents defects.
Impact Aspect | Explanation |
|---|---|
Cooling Rate | Conformal cooling channels follow mold cavity contours, providing uniform heat dissipation, which reduces cycle times by enabling faster and more even heat removal. |
Part Quality | Uniform cooling minimizes defects such as warpage, residual stress, and inconsistent dimensions, resulting in better surface finishes, tighter tolerances, and lower scrap rates. |
Energy Efficiency | Faster and more effective heat removal reduces energy consumption during cooling phases. |
Mold Lifespan | Even heat distribution prevents localized thermal stresses, extending mold life and reducing maintenance. |
Process Consistency | Consistent thermal environment ensures repeatable, predictable part quality and reduces downtime. |
Design Flexibility | Enabled by additive manufacturing, channels can conform to complex geometries, improving cooling in intricate or thin features. |
Cost Considerations | Higher initial costs are offset by long-term savings from faster cycles, energy reduction, and lower scrap rates. |
You find that these advanced techniques help you control solidification, reduce defects, and improve dimensional accuracy. Uniform cooling prevents hot spots and shrinkage, ensuring that your castings meet tight specifications. By optimizing your cooling system, you achieve better part quality, lower scrap rates, and longer tool life in cold chamber die casting.
You want to avoid defects in your castings because they can weaken parts and increase scrap rates. An optimized cooling system in a cold chamber die casting machine helps you prevent the most common problems. When you control mold temperature, you reduce the risk of cold shuts and porosity. Here are some defects you can prevent with proper cooling:
Cold shuts form when two streams of molten metal do not fuse. This usually happens if the mold is too cold, causing the metal to solidify too soon. You can prevent cold shuts by keeping the mold at the right temperature and using good gate design.
Porosity, both gas and shrinkage types, occurs when trapped gases or uneven cooling create voids inside the part. By maintaining a steady mold temperature, usually between 180°C and 260°C, you help the metal flow better and solidify evenly.
Hot spots and cold zones can cause uneven solidification. Conformal cooling channels distribute temperature more evenly, reducing these risks.
You can see real-world results from industries like automotive and aerospace. For example, when you stabilize mold temperature at around 200°C, you can reduce porosity by up to 15%. Adjusting the temperature and using advanced cooling designs can also eliminate cold shuts and lower scrap costs.
Tip: Regular maintenance of cooling channels keeps temperatures consistent and prevents defects from forming during production.
Efficient cooling in your cold chamber die casting machine directly affects how fast you can run each cycle and how long your die lasts. The faster you remove heat, the quicker the metal solidifies, which shortens cycle time and boosts production. Water cooling channels, for example, remove heat much faster than air, letting you finish cycles sooner and improve part quality.
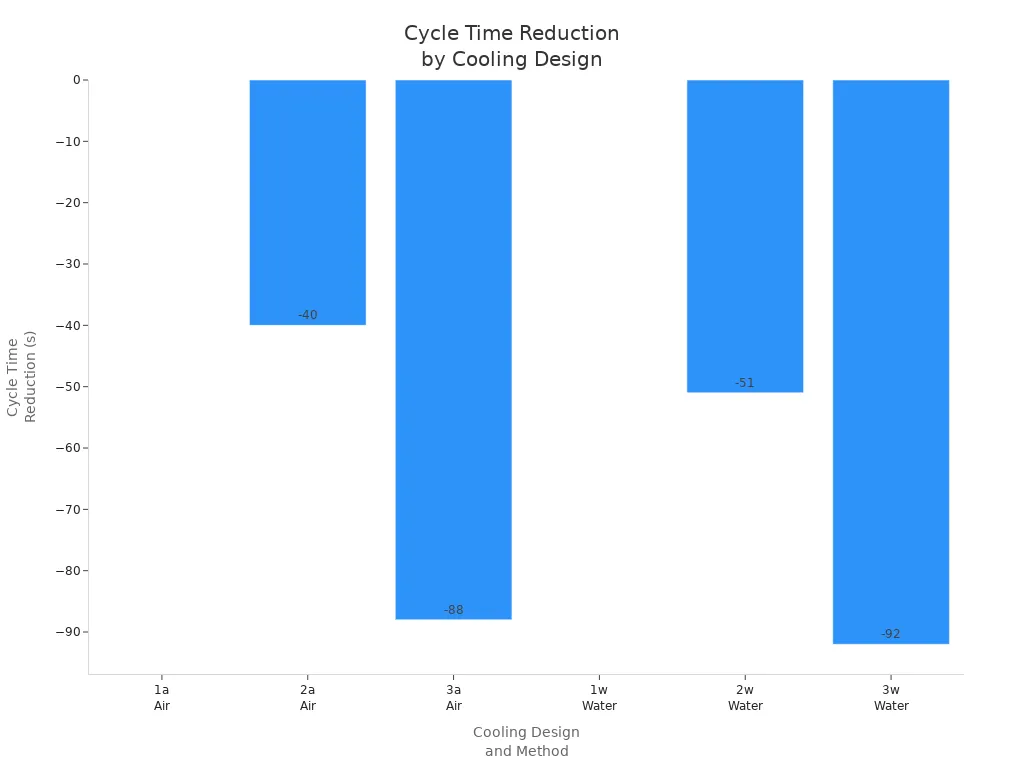
Cooling Design Case | Cooling Method | Cycle Time Reduction (s) | Effect on SDAS (Quality) |
|---|---|---|---|
1a | Air | Baseline | Baseline |
2a | Air | -40 | Slight improvement |
3a | Air | -88 | Improved |
1w | Water | Baseline | Baseline |
2w | Water | -51 | Improved |
3w | Water | -92 | Best improvement |
You also extend die tool life by keeping mold temperatures stable. Efficient cooling reduces thermal stress, deformation, and cracking. Intelligent temperature control systems, such as real-time feedback and automated coolant management, help you maintain these stable conditions. Multi-channel water cooling and high-pressure spot cooling further protect your die, ensuring longer tool life and more consistent production.
Note: Better cooling system performance means fewer repairs, less downtime, and higher overall production efficiency.
You depend on the cooling system in your cold chamber die casting machine to achieve rapid solidification, precise dimensions, and strong mechanical properties. Proper cooling lets you produce complex shapes and thicker-walled parts with fewer defects.
Cooling channels and advanced controls help you manage solidification rates, reduce scrap, and lower costs.
Optimizing your cooling system supports faster cycles, longer die life, and better part quality in cold chamber die casting.
Investing in efficient cooling ensures your cold chamber die casting operations remain competitive and reliable.
You use the cooling system in a cold chamber die casting machine to control die temperature. This helps you solidify molten metal quickly and prevent defects in your cold chamber casting parts.
Cooling channels in your cold chamber die casting machine carry water or oil through the die. These channels remove heat from the mold, helping you keep the temperature stable during each chamber die casting cycle.
You cannot use both methods for every metal. You use cold chamber die casting machines for high-melting-point alloys like aluminum. You choose hot chamber die casting for metals with lower melting points, such as zinc.
Poor cooling in your cold chamber die casting machine can cause defects like porosity, warping, or cracks. You may also see shorter tool life and longer cycle times in your chamber die casting process.
Efficient cooling in your cold chamber die casting machine shortens cycle times and improves part quality. You get more reliable results and reduce scrap rates in your cold chamber casting operations.
