
EMAIL:
lh@longhuamachine.com
TELL/whatsapp:
+8619305527239  English English
English English 
Views: 0 Author: Site Editor Publish Time: 2025-08-14 Origin: Site








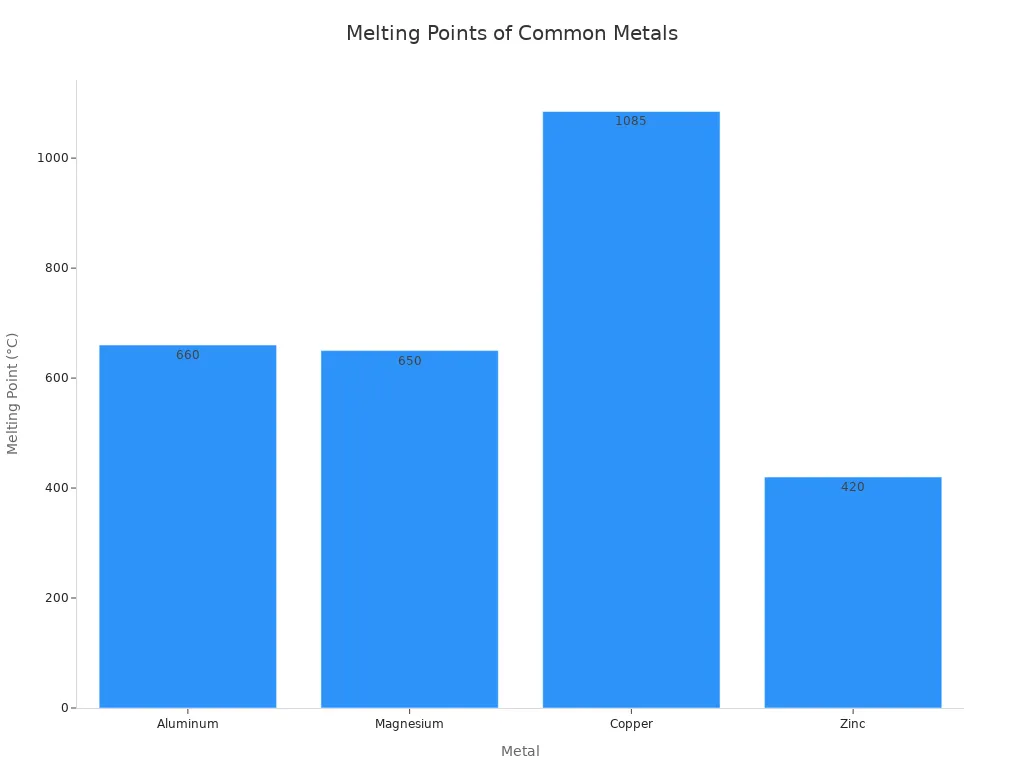
Cold chamber die casting describes a process where manufacturers inject molten metal into a mold using a specialized Cold Chamber Die Casting Machine. This technique suits metals with high melting points, such as aluminum, magnesium, and copper alloys. The cold chamber keeps the injection system separate from the melting furnace, reducing corrosion and allowing precise control over the casting process.
Metal Type | Typical Melting Point (°C) | Notes on Use in Cold Chamber Die Casting |
|---|---|---|
Aluminum Alloys | ~660 | Most commonly used; good fluidity and processing properties |
Magnesium Alloys | ~650 | Used for low density and high strength applications |
Copper Alloys | ~1085 | Higher melting point; some alloys like brass and tin bronze can be cast |
Zinc Alloys | ~420 | Some high melting point zinc alloys (e.g., Zamak series) suitable |
Cold chamber die casting uses a separate furnace to melt metals like aluminum and copper, protecting the machine from heat damage and corrosion.
The machine pushes molten metal into molds with high pressure, creating strong, precise, and complex metal parts.
This process suits high melting point metals and produces parts with tight tolerances and smooth surfaces, reducing the need for extra machining.
Cold chamber die casting is slower than hot chamber casting but allows making larger, heat-resistant parts for industries like automotive and manufacturing.
Automation and regular maintenance improve quality, safety, and efficiency in cold chamber die casting operations.

A Cold Chamber Die Casting Machine consists of several specialized parts that work together to produce high-quality castings from metals with high melting points. The main components include:
Component | Function |
|---|---|
Frame | Provides structural stability and supports all other machine parts. |
Shot Sleeve | Receives molten metal from the external furnace before injection. |
Hydraulic Plunger | Pushes molten metal from the shot sleeve into the mold cavity with controlled pressure. |
Mold System | Shapes the final casting; includes fixed and moving platens, mold base, and guide rails. |
Hydraulic System | Powers the movement of the plunger and mold, ensuring precise control. |
Control System | Monitors and adjusts temperature, pressure, and cycle timing for consistent results. |
Ejector Pins | Help release the solidified casting from the mold after cooling. |
The Cold Chamber Die Casting Machine uses an external furnace to melt the metal. Operators then transfer the molten metal into the shot sleeve. This separation between the melting furnace and the injection system prevents the injection components from being exposed to high temperatures for long periods. As a result, the machine experiences less corrosion and contamination, which extends its lifespan and improves efficiency.
Operating a Cold Chamber Die Casting Machine involves several precise steps:
The mold closes securely.
Workers or automated systems pour molten metal into the shot sleeve.
The hydraulic plunger moves forward, pushing the metal into the mold cavity at high speed.
The system maintains pressure until the metal solidifies.
Ejector pins release the finished casting from the mold.
Note: The separation of the injection system from the melting furnace is especially important for casting aluminum and copper alloys. This design reduces wear on machine parts and supports the production of complex, high-quality components.
Modern Cold Chamber Die Casting Machines often feature automation, robotics, and real-time monitoring. These advancements improve process control, reduce downtime, and support the casting of lightweight alloys. Regular maintenance, such as cleaning and lubrication, keeps the machine running efficiently and lowers operational costs.
The process begins with the melting of metal in an external furnace. Operators or automated systems then transfer the molten metal into the shot sleeve of the Cold Chamber Die Casting Machine. This step uses either manual ladles or advanced robotic arms. Automated ladle systems have become common in modern facilities. These systems use robotic arms, sensors, and precise controls to measure and pour the exact amount of molten metal needed for each shot.
The external furnace melts metals such as aluminum or copper alloys.
Robotic arms or workers ladle the molten metal into the shot sleeve.
Sensors and servo motors control the pouring angle and speed, reducing splashing and oxidation.
Automated ladling improves production rates by up to 20% and reduces defects like air entrapment.
Automated ladle systems not only increase efficiency but also enhance safety by eliminating manual handling of hot metal. Real-time monitoring and self-cleaning features help maintain consistent quality and reduce downtime.
Once the molten metal enters the shot sleeve, the hydraulic plunger moves forward. This plunger pushes the metal into the die cavity at high speed and under significant pressure. The injection pressure in cold chamber die casting typically ranges from 10,000 to 25,000 psi. The exact pressure depends on the shape, wall thickness, and material properties of the casting.
Precise control of injection speed and pressure is critical. The process usually starts with a slow injection to allow air to escape and prevent gas entrapment. The speed then increases rapidly to fill the mold before the metal cools. Proper adjustment of these parameters ensures complete mold filling, reduces defects such as pores and cold shuts, and improves the density and dimensional stability of the final product.
Operators monitor the switching point from slow to fast injection. This adjustment, along with optimized mold temperature and exhaust, helps lower defect rates and ensures high-quality castings.
After the molten metal fills the mold, the system maintains pressure until the metal solidifies. The cooling phase is crucial for achieving the desired mechanical properties and dimensional accuracy. Once the casting cools and hardens, the mold opens, and the ejection process begins.
Ejector pins, driven by the ejection mechanism, push the solidified casting out of the die.
The ejection system must apply enough force to overcome any adhesion or shrinkage that causes the casting to stick to the mold.
Common challenges during ejection include impressions on the casting surface, mechanical strains, and sticking due to improper mold design or worn ejector rods.
Proper mold maintenance, regular inspection, and correct adjustment of ejector rods help prevent these issues. Designing molds with appropriate slopes and using coatings can also facilitate smooth ejection and protect the casting surface.
Consistent cooling and careful ejection are essential for producing high-quality parts with minimal defects. Automated systems and regular maintenance further improve reliability and reduce scrap rates.
Cold chamber and hot chamber die casting systems differ in machine design and operation. In hot chamber die casting, the machine contains an integrated furnace and holding pot. The molten metal remains inside the machine, and the plunger injects it directly into the die through a gooseneck tube. This compact design enables rapid cycles and high-volume production. In contrast, the Cold Chamber Die Casting Machine uses a separate external furnace. Operators or automated systems ladle molten metal into the shot sleeve before injection. This separation protects the injection system from continuous exposure to high temperatures, reducing corrosion and wear.
Feature | Cold Chamber Die Casting | Hot Chamber Die Casting |
|---|---|---|
Location of Heating Chamber | Separate furnace outside the machine | Integrated furnace inside the casting machine |
Metal Melting | Metal melted externally, then transferred | Metal melted directly inside the machine |
Injection Mechanism | Pressurized plunger forces molten metal into shot chamber | Plunger and gooseneck inject molten metal directly from furnace |
Suitable Metals | High melting point alloys (Al, Mg, Cu) | Low melting point alloys (Zn, Pb) |
Production Speed | Slower due to transfer step | Faster due to integrated furnace |
Machine Design Impact | Separate heating and casting units | Combined heating and casting units |
Hot chamber die casting works best with low melting point metals such as zinc, tin, and lead. The integrated furnace cannot withstand the high temperatures required for metals like aluminum or copper. Using these metals in hot chamber systems causes damage to components like the gooseneck and nozzle. Cold chamber die casting is suitable for high melting point alloys, including aluminum, magnesium, brass, and copper. The Cold Chamber Die Casting Machine melts metal in a separate furnace and transfers it to the injection chamber, allowing safe processing of these alloys.
Hot chamber die casting is ideal for zinc, tin, and lead alloys.
Cold chamber die casting is used for aluminum, magnesium, brass, and copper alloys.
High melting point metals damage hot chamber machine components.
Cold chamber systems prevent heat damage by separating the melting and injection processes.
Hot chamber die casting achieves fast cycle speeds, typically between 400 and 900 cycles per hour. Each cycle takes about 30 to 60 seconds, supporting high production throughput. Cold chamber die casting operates at slower speeds, usually 50 to 90 cycles per hour, with each cycle lasting several minutes. The need to ladle molten metal into the shot sleeve slows the process. Although cold chamber die casting has lower throughput, it enables casting of larger, complex, and heat-resistant parts with high precision.
Cold chamber die casting offers advantages for aluminum and copper alloys, including reduced corrosion, improved durability, and the ability to produce complex shapes. Manufacturers choose the Cold Chamber Die Casting Machine when working with high melting point metals and demanding applications.

Cold chamber die casting plays a vital role in many industries that demand strong, lightweight, and precise metal parts. The automotive sector relies on this process to produce engine blocks, transmission cases, and structural elements. These components must handle high temperatures and stress while maintaining durability and corrosion resistance. The Cold Chamber Die Casting Machine enables manufacturers to create compact, robust parts that support fuel efficiency and complex geometries.
In the broader manufacturing sector, companies use cold chamber die casting to make pumps, housings, and gears. These parts require strength, wear resistance, and tight tolerances. Industrial equipment, agricultural machinery, and energy systems all benefit from the lightweight and durable components produced by this method.
Sector | Common Applications | Key Benefits and Characteristics |
|---|---|---|
Automotive Industry | Engine blocks, transmission cases, structural elements | Handles high melting point metals; durability; corrosion resistance; supports complex geometries |
Manufacturing (Industrial Equipment) | Pumps, housings, gears | Strength, wear resistance; lightweight; tight tolerances; suitable for varied industrial needs |
Manufacturers choose cold chamber die casting for applications where precision, strength, and corrosion resistance are essential.
Cold chamber die casting offers several advantages over other casting methods:
Delivers excellent dimensional accuracy, with tolerances as tight as IT10~W11.
Produces smooth surface finishes, often between Ra 3.2~1.6μm, reducing or eliminating the need for secondary machining.
Enables the creation of thin-walled and complex parts, which are difficult to achieve with sand casting.
Uses high pressure and rapid solidification to form dense, fine-grained surfaces, improving mechanical properties and fatigue strength.
Reduces corrosion in cast parts because the injection system stays separate from the molten metal bath, unlike hot chamber processes.
Supports high-volume production with consistent quality and minimal defects when paired with automated process controls.
Allows further processing, such as deburring, machining, assembly, and surface coatings, to meet specific application needs.
Note: The Cold Chamber Die Casting Machine consumes more energy than sand casting, but it produces parts with superior accuracy, surface quality, and durability. Manufacturers can minimize defects like cold shuts, porosity, and hot cracking by using advanced cooling systems, real-time monitoring, and regular mold maintenance.
Cold chamber die casting offers manufacturers a reliable way to produce strong, lightweight, and complex metal parts. This process suits metals with high melting points, such as aluminum and copper alloys. Key benefits include tight tolerances, high pressure for dense castings, and the ability to create intricate shapes. Industries like automotive and aerospace use cold chamber die casting to meet demands for energy-efficient and durable components. Manufacturers should consider this method for large-scale production, especially when precision and part complexity are critical.
A Cold Chamber Die Casting Machine handles metals with high melting points. Aluminum, magnesium, and copper alloys work best. Cold chamber casting avoids damage to machine parts that hot chamber die casting would cause with these metals.
Cold chamber die casting uses an external furnace and a shot sleeve. Hot chamber die casting melts metal inside the machine. Cold and hot chamber die casting suit different metals. Cold chamber casting works for aluminum and copper; hot chamber casting fits zinc and lead.
Manufacturers select a Cold Chamber Die Casting Machine for its ability to cast complex, high-strength parts from aluminum or copper alloys. Chamber die casting provides excellent surface finish, tight tolerances, and reduced corrosion.
Automotive, aerospace, and industrial equipment manufacturers rely on cold chamber die casting. They use the Cold Chamber Die Casting Machine to produce engine blocks, housings, and structural parts that require strength and precision.
Automation in cold chamber die casting increases consistency, reduces defects, and improves safety. Robotic ladle systems and real-time monitoring help operators control the Cold Chamber Die Casting Machine for better quality and higher production rates.
