
EMAIL:
lh@longhuamachine.com
TELL/whatsapp:
+8619305527239  English English
English English 
Views: 0 Author: Site Editor Publish Time: 2025-10-03 Origin: Site








A temperature control unit helps you maintain a set temperature during industrial processes. You use temperature control equipment to regulate heat in systems like injection molding and extrusion. This control keeps operations stable and improves results.
Consistent temperature control gives you reliable product quality, especially in aerospace and medical manufacturing.
Accurate monitoring reduces defects from temperature changes.
Efficient heating cycles can boost your output by up to 30%.
Fast heat-up times speed up material processing.
You need precise temperature control to achieve high efficiency and meet strict quality standards.
Temperature control units maintain a set temperature, improving product quality and reducing defects in manufacturing processes.
Using efficient temperature control can boost production output by up to 30% and save energy costs significantly.
Key components like pumps, heaters, and programmable logic controllers (PLCs) work together to ensure precise temperature regulation.
Choosing the right temperature control unit depends on your specific process needs, including temperature range and fluid type.
Consistent temperature control enhances safety, efficiency, and product quality across various industries, including food and pharmaceuticals.

A temperature control unit relies on several essential components to keep your process running smoothly. Each part plays a unique role in helping you reach and maintain your set temperature, ensuring your production stays efficient and reliable.
You depend on the pump and heater to move and heat the fluid inside your temperature control unit. The pump circulates the heat transfer fluid through a closed-loop pathway, making sure every part of your system receives consistent temperature control. Centrifugal pumps work best for low-viscosity fluids and provide a steady flow rate. The heater raises the fluid’s temperature quickly and efficiently, using high watt density elements made from corrosion-resistant materials like Incoloy.
Here’s a table that shows the main functions and features of pumps and heaters:
Pump Type | Function | Key Features |
|---|---|---|
Centrifugal Pumps | Circulate heat transfer fluids through a closed-loop pathway | Provide constant fluid flow rate, do not self-prime, efficient for low viscosity fluids |
Heating Function | Heats the fluid in the process loop | High watt density heaters, made of Incoloy for corrosion resistance and efficiency |
You can see how different models of temperature control units compare in terms of pump flow rate and heating capacity:
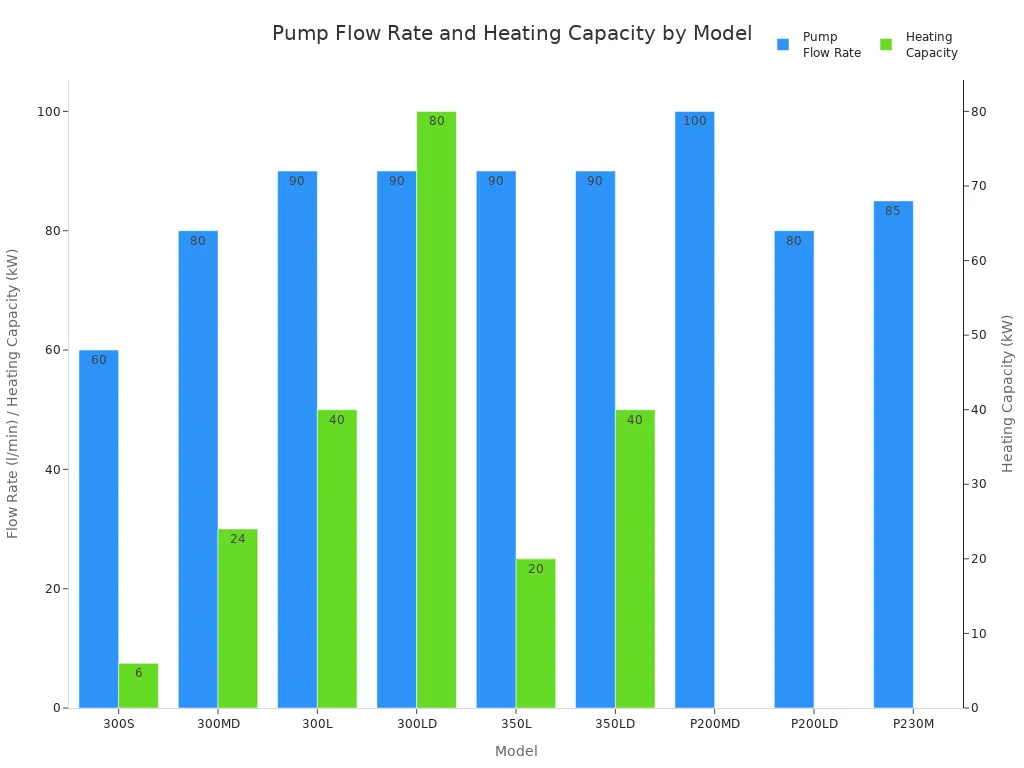
Some models, like the 300MD and 300LD, offer leak-free pumps and electronic pressure displays. Others, such as the P200MD, include low-scaling cooling systems and robust pressure control. These features help you maintain stable operation and reduce downtime.
The programmable logic controller acts as the brain of your temperature control unit. You use the PLC to automate the heating and cooling process, monitor temperature through sensors, and respond instantly to any changes. This real-time data collection helps you catch faults early and keep your system running reliably.
PLCs also let you customize your temperature control units for specific needs. You can manage multiple temperature zones and other process variables from one central location. This integration supports modern communication protocols and IoT features, making your system smarter and more efficient. With a PLC, you gain better accuracy and reliability, which means fewer errors and more consistent results.
Tip: Modern PLCs can connect to your plant’s automation network, allowing you to monitor and adjust your temperature control unit remotely.
The heat transfer fluid carries heat throughout your temperature control unit. You choose the right fluid based on your process temperature, safety needs, and system design. Each fluid type has unique properties that affect performance and reliability.
Common heat transfer fluids include:
DOWTHERM™: Stable up to 750°F, works in liquid or vapor phase.
DOWFROST: Propylene glycol-based, low toxicity, protects against freezing below -60°F.
Glycol (EGW/PGW): High boiling point, low freezing point, good for a wide temperature range.
Marlotherm®: Used for indirect heating and cooling, available in several formulations.
Mobiltherm: Excellent thermal stability, prevents sludge buildup.
Multitherm®: Mineral oil for closed-loop systems, handles up to 550°F.
Paratherm™: For non-pressurized systems, supports -126.4°F to 649°F.
Petro-Therm™: Thermal oil for closed-loop systems, up to 599°F.
Shell: For indirect systems, up to 608°F, offers great stability.
Syltherm™: Silicone-based, various options for different needs.
Texatherm®: Paraffinic oil, good fluidity at low temperatures.
Therminol®: Synthetic, excellent thermal stability.
Water: High heat capacity and conductivity, but needs proper treatment.
Xceltherm®: Synthetic and hot oil fluids for many environments.
You should always match your heat transfer fluid to your process requirements. For example, ethylene glycol and water mixtures offer high stability and thermal conductivity, while propylene glycol is safer for food applications.
You rely on a temperature control system to keep your process stable and efficient. The fluid circulation process forms the backbone of this system. Your temperature control unit pumps a heat transfer fluid—such as water, oil, or glycol—through a closed loop. This fluid travels from the unit to your equipment, absorbs or releases heat, and then returns to the unit for reheating or cooling.
You see this process in action during injection molding. The fluid moves through channels in the mold, carrying away excess heat and preventing temperature fluctuations. This steady movement helps you maintain your set temperature and avoid defects in your finished products.
Here is a simple breakdown of the fluid circulation process:
The pump pushes the heat transfer fluid into your equipment.
The fluid absorbs or releases heat as it passes through the system.
The fluid returns to the temperature control unit for reheating or cooling.
The cycle repeats, keeping your process at the desired temperature.
Note: Consistent fluid circulation helps you avoid hot spots and uneven cooling, which can lead to product defects.
You use heating and cooling mechanisms to adjust the temperature of your process quickly and accurately. Your temperature control system relies on several key components to make this happen:
Temperature sensors
Control units
Heating or cooling elements
Electronic temperature controller
These components work together to monitor and regulate temperature. Sensors measure the actual temperature and send data to the control unit. The control unit compares this data to your set temperature and decides if adjustments are needed. If the temperature drifts, the system activates the heater or cooler to bring it back to the target range.
Temperature control systems work by continuously observing actual temperature with sensors that send information back to a control unit for processing, which then evaluates it and decides on any adjustments required before activating heating/cooling elements to bring temperature closer to its desired setpoint.
You can see the main steps involved in heating and cooling:
Movement of heat from warmer to cooler areas.
Furnaces and heaters add heat to warm the air or fluid.
Air conditioners or chillers remove heat to cool the air or fluid.
Your temperature control unit uses these mechanisms to respond quickly to changes. If your process heats up too much, the cooling system removes excess heat. If the temperature drops, the heater adds warmth. This constant adjustment helps you avoid temperature fluctuations and maintain product quality.
Here is a table that summarizes the main components and their functions:
Component | Function |
|---|---|
Temperature Sensor | Measures actual temperature |
Control Unit | Processes sensor data and makes decisions |
Heating Element | Adds heat to reach set temperature |
Cooling Element | Removes heat to lower temperature |
Electronic Controller | Automates adjustments for precise control |
You benefit from these mechanisms because they keep your process stable, reduce energy waste, and improve efficiency. You can trust your temperature control system to deliver consistent results, even when your production demands change.
When you select temperature control units for your facility, you need to understand the main types available. Each type offers unique benefits and fits specific industrial applications. You can choose from water-based units, oil-based units, or air-cooled systems depending on your process needs and the set temperature you want to maintain.
Water-based temperature control units use water as the heat transfer fluid. You often see these units in industries that require precise temperature control, such as plastic materials processing and injection molding. Water-based systems work well for moderate temperature ranges and provide fast response times.
Here is a table showing typical industrial applications for water-based units:
Industrial Sector | Description of Application |
|---|---|
Plastic Materials | Used in injection, blowing, and extrusion processes. |
Metals | Employed in the injection of metals. |
Chemical and Pharmaceutical Processes | Essential for maintaining precise temperature control. |
You benefit from water-based units because they offer high efficiency and are easy to maintain. These systems suit cleanroom environments and sensitive areas due to their quiet operation and smaller footprint.
Oil-based temperature control units use thermal oil as the heat transfer fluid. You rely on these units when your process demands higher temperatures than water-based systems can handle. Oil-based units deliver stable and uniform heat transfer, which is important for applications like die casting, chemical manufacturing, and high-temperature extrusion.
Advantages and limitations of oil-based units include:
Advantages of Oil TCUs | Limitations of Oil TCUs |
|---|---|
High-temperature capability | High initial investment and operating costs |
Stable and uniform heat transfer | Environmental regulations on thermal oil disposal |
Efficiency and safety due to closed-loop design | Technical complexities in high-temperature applications |
Energy efficiency | |
Advanced safety features |
Oil-based units help you reach higher set temperatures, but you need to consider the cost and technical requirements. You must also follow regulations for thermal oil disposal.
Air-cooled temperature control units use air to remove excess heat from your process. You choose these systems when water supply is limited or when you want a simpler installation. Air-cooled units are suitable for general applications and often cost less to operate when you consider all expenses.
Compare air-cooled and water-cooled units:
Feature | Air-Cooled Units | Water-Cooled Units |
|---|---|---|
Heat Rejection | Adds heat to the location, affecting HVAC systems | Eliminates excess heat, reducing HVAC load |
Airflow | Requires significant airflow, can be noisy | Reduces airflow needs, quieter operation |
Footprint | Larger footprint due to condenser size | Smaller footprint, especially for larger capacities |
Facility Requirements | No water supply needed | Requires facility water supply |
Application Suitability | Suitable for general applications | Ideal for cleanroom applications and sensitive areas |
You should know that water-cooled units generally use less power than air-cooled systems, but you need to consider water and treatment costs. Air-cooled units may consume more energy in hot environments and work best for smaller or less demanding processes.
Tip: Always match your temperature control system to your process requirements for best results.
You improve your process efficiency when you use a temperature control unit in your facility. Temperature control helps you minimize downtime and reduce product defects. You keep your equipment running smoothly by maintaining the set temperature, which is especially important in injection molding and other high-precision manufacturing.
Take a look at the measurable improvements you can expect:
Improvement Type | Description |
|---|---|
Production Quality and Efficiency | Temperature control minimizes product defects, enhancing overall quality and reducing downtime. |
Energy and Money Savings | Optimizes energy consumption, leading to lower bills and reduced costs from waste and defects. |
Workplace Safety | Effective temperature regulation contributes to a safer working environment, reducing accidents. |
You see faster cycle times and more stable production when you avoid temperature fluctuations. You also maintain viscosity in casting processes, which reduces production time and keeps your operation efficient.
You rely on consistent temperature control to achieve high product quality. A temperature controller helps you avoid temperature fluctuations that can cause defects or inconsistencies.
Many materials, such as pigments and polymers, behave differently at various temperatures. Reliable temperature regulation ensures you reach the desired results every time.
Here is how temperature control impacts product quality:
Aspect | Impact on Product Quality |
|---|---|
Consistent Temperature | Essential for maintaining product quality |
Fluctuations | Negatively affect product quality |
Energy Efficiency | Improved through stable temperature regulation |
You keep your products uniform and reduce waste. You also create safer working conditions by stabilizing the environment.
You save energy and lower your costs when you use a temperature control unit. Intelligent pumps and advanced systems can reduce energy use by up to 40% in cooling applications.
For example, at William Grant & Sons’ Girvan whisky distillery, a new solution led to 40% energy savings on one pump, which saved about 5,000 GBP (5,600 EUR) each year.
You optimize your energy consumption and reduce your bills by keeping your process at the set temperature. You also cut down on waste and improve your overall sustainability.
Tip: You can achieve significant energy savings by upgrading your temperature control system with smart controllers and efficient pumps. ��
You need to evaluate several important factors before selecting a temperature controller for your process. Start by looking at your process requirements. Accuracy matters most when you want to maintain a specific temperature. Compatibility with your heating equipment ensures smooth integration. Material quality affects durability, especially in harsh environments. Operational conditions, such as dust or moisture, can impact performance. High NEMA ratings indicate better protection against environmental hazards.
Factor | Description |
|---|---|
Accuracy | Precision in maintaining desired temperatures. |
Compatibility | Integration with existing heating equipment. |
Material Quality | Durability for harsh conditions. |
Operational Conditions | Environmental factors like dust, moisture, and temperature fluctuations. |
You must also consider environmental factors. If your facility faces hazardous conditions or extreme temperature swings, choose a temperature controller that meets strict standards. Robust controllers prevent failures and keep your process safe.
When you select a temperature controller, think about the type of control you need. For simple systems, an on/off controller works well and saves money. For complex operations, a PID or multi-loop electronic temperature controller gives you higher precision. Always match the controller’s power specifications—voltage, current, and frequency—to your equipment. The load type, such as heater or motor, also influences your choice.
The type of heat transfer fluid plays a big role. Fluids with high thermal stability last longer in high-temperature applications. Viscosity affects how easily the fluid moves through your system, which impacts energy efficiency. You need to select a controller that works with your chosen fluid.
Tip: Avoid common mistakes like improper installation of temperature sensors, poor insulation, or thermal inertia errors. These issues can lead to inaccurate readings and lower product quality.
You improve your process performance when you match the temperature controller to your application. You need to align the means of temperature measurement, control loop characteristics, and heat delivery method with your process. This alignment boosts measurement response, accuracy, and sensitivity.
Matching the means of temperature measurement, the control loop characteristics, and heat delivery method to the application are essential to achieving successful operation. This alignment enhances measurement response, accuracy, and sensitivity, which are vital for maintaining efficiency and product quality in processes such as chemical production, food processing, and semiconductor manufacturing.
You should choose a general purpose electronic temperature controller for basic heating or cooling system needs. For advanced processes, select a multi-loop electronic temperature controller to manage several temperature zones at once. Always check how does a temperature controller work for your specific application. Use temperature sensors that fit your process and equipment.
When you ask, "how does a temperature control unit work," remember that the right temperature management solutions depend on your process demands. You need to match the controller’s features to your operational needs to achieve reliable results.
You rely on temperature control equipment to keep your industrial processes safe and efficient.
In chemical, food, and semiconductor industries, you maintain product quality and operational stability.
You achieve precision, safety, and longer equipment life by controlling temperature.
You reduce costs and energy use, and you prevent breakdowns, as shown in the table below:
Benefit | Practical Improvement |
|---|---|
Reduced production costs | Less waste and fewer errors in blow molding and more. |
Lower maintenance costs | Fewer breakdowns from temperature fluctuations. |
Decreased energy costs | Automated control lowers energy bills. |
Before you choose a temperature control unit, assess your machinery’s heat output, your plant’s layout, and weather impacts. You can answer the question confidently: temperature control equipment is essential for reliable, high-quality manufacturing.
You use a Temperature Control Unit to keep your process at a set temperature. This equipment helps you avoid overheating or cooling. You get better product quality and safer operations.
You look at your process temperature range, heat transfer fluid, and control accuracy. You also check the size of your equipment. Always match the Temperature Control Unit to your specific needs for best results.
Yes! A modern Temperature Control Unit uses smart controls and efficient pumps. You can lower your energy use by up to 40%. This saves you money and helps the environment.
You find Temperature Control Units in plastics, chemicals, food processing, and pharmaceuticals. These units help you keep strict temperature limits. You get reliable products and safe working conditions.
