
EMAIL:
lh@longhuamachine.com
TELL/whatsapp:
+8619305527239  English English
English English 
















| H标准系列参数表(180T) LH series of standard parameter table (180 T) | |||
| 项目 ITEMS | 单位 | 参数Specification | |
| 锁模力 Clamping Force | KN | 1800 | 锁模部分 Clamping Unit |
| 锁模行程 Opening stroke | mm | 380 | |
| 模具厚度(最小—最大)Die thickness(Min--Max) | mm | 200~550 | |
| 格林柱内距 Space between tie bars | mm | 480*450 | |
| 顶出行程 Ejector stroke | mm | 80 | |
| 顶出力 Ejector force | KN | 110 | |
| 压射位置 Injection position(0 as center) | mm | 0,-140 | 压射部分 Injection Unit |
| 压射力(增压)Injection force(intensification) | KN | 270 | |
| 压射行程 Injection stroke | mm | 350 | |
| 冲头直径 Plunger diameter | mm | ¢50 ¢60 ¢70 | |
| 射料量(铝) lnjection weight(aluminum) | Kg | 2.4 | |
| 铸造压力(增压)Casting pressure (intensification) | Mpa | 112/78/57 | |
| 最大铸造面积(40Mpa) Max. casting area(40Mpa) | CM2 | 450 | |
| 压射冲头推出距离 Injection plunger penetration | mm | 130 | |
| 压射室法兰直径 Diameter of pressure chamber flange | mm | 110 | |
| 压射室法兰凸出定板高度 Height of pressure chamber flange | mm | 10 | |
| 最大工作压力 Max.working pressure | MPa | 14 | 其他 Others |
| 电机功率 Motor power | Kw | 11 | |
| 外型尺寸(长*宽*高) Dimensions (L*W*H) | m | 5.22*1.5*2.35 | |
| 机器吊装参考重量 Machine lifting reference weight | T | 6.7 | |
| 油箱容量Oil tank capacity | L | 600 | |
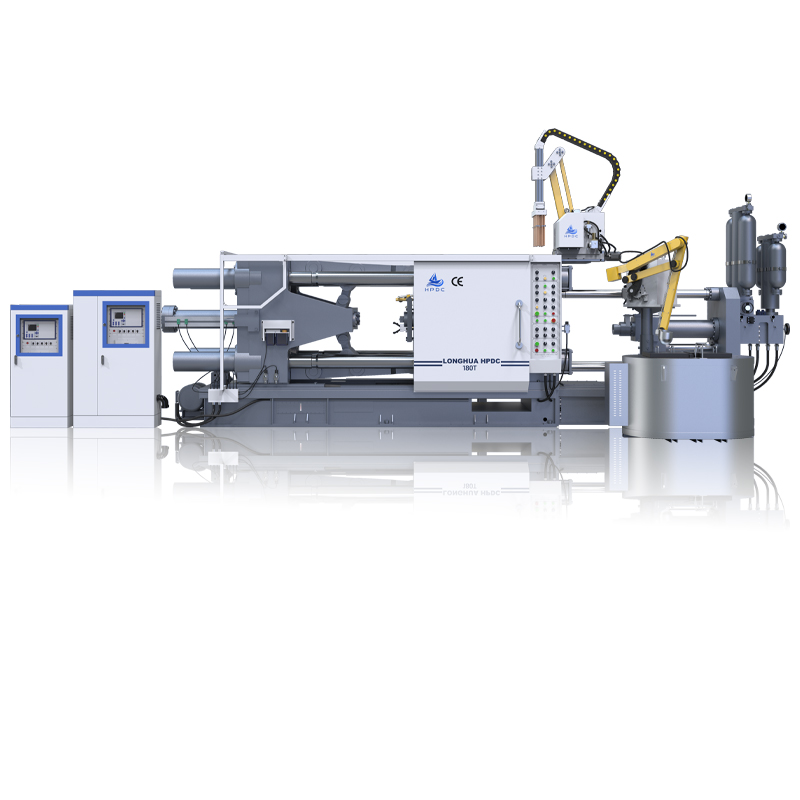
180T clamping force cold chamber horizontal die casting machine, specialized in manufacturing aluminum alloy parts (ADC12/A380): auto components (sensor brackets), motorcycle parts (wheel hubs), LED light housings, and industrial hardware.
Features servo-driven hydraulic system that reduces energy consumption by 30% vs. traditional hydraulic machines, cutting monthly electricity costs for B2B manufacturers.
Achieves 3-5kg aluminum shot weight, 0.3-8m/s adjustable shot speed, and 30-60 second cycle time—ideal for medium-volume production (5,000-20,000 parts/month).
Integrates precision control: ±0.05mm mold clamping accuracy, 0.1MPa shot pressure adjustment, and automatic mold thickness compensation—ensuring part dimensional consistency.
Compatible with mold sizes: maximum mold thickness 500mm, minimum 200mm, and 800mm maximum mold opening stroke—fits most medium-sized aluminum part molds.
Complies with industrial standards (ISO 9001, CE, GB/T 21262) and supports MES integration, suitable for global B2B export to auto parts, motorcycle, and electronics factories.
Visually, the machine has a robust, matte-gray carbon steel frame—wide (3200mm length) but streamlined, fitting into standard workshop layouts without blocking access to adjacent equipment. When you touch the clamping unit’s guide rails, they feel smooth and cool (even after 8 hours of operation) thanks to the built-in lubrication system—no rough, heated surfaces that cause mold alignment issues. The 10-inch touchscreen control panel has an anti-glare finish; taps register instantly, and the interface uses clear, die-casting-specific icons (e.g., “Shot Speed,” “Clamping Force”) that require no advanced training. During operation, the servo motor emits a soft, steady hum (60 decibels)—quieter than a commercial air compressor—so it doesn’t disrupt workshop communication. You’ll notice the clamping unit closes with uniform force (180T, ±2T) — no jerky movements that damage molds — and the shot piston moves at a precise 5m/s for aluminum filling, leaving no air bubbles in the sensor bracket’s 2mm-thin walls. After production, the machine’s self-diagnostic system sends a push notification to your phone if the hydraulic oil level is low—no manual checks needed. Every detail—from the dust-proof electrical cabinet (prevents aluminum dust damage) to the quick-change mold platens (swap molds in 30 minutes)—is designed to make aluminum die casting cost-effective, precise, and low-maintenance for B2B manufacturers.

Servo Hydraulic System Cuts Energy Costs by 30%: The machine’s 15kW servo motor adjusts power output based on load—using only 84kWh/hour during operation (vs. 120kWh/hour for traditional fixed-speed hydraulic machines). A Chinese auto sensor factory reduced monthly electricity bills from \(15,000 to \)10,500, saving $54,000 annually. The servo system also improves shot speed stability: variation drops from ±0.5m/s to ±0.1m/s, ensuring consistent aluminum filling and reducing part porosity by 80% (from 12% to 2.4%). For manufacturers running 2 shifts/day, this energy saving translates to a 12-month ROI on the machine’s premium cost.
Precision Control Ensures Part Consistency (Rejects Drop to 2%): The machine’s closed-loop pressure control (0.1MPa adjustment precision) and mold thickness compensation (±0.05mm) eliminate part dimensional variation. A Vietnamese motorcycle parts factory producing 180T wheel hubs reduced rejection rates from 10% to 2%, saving 1,600kg of aluminum monthly (worth $3,200). The 0.3-8m/s adjustable shot speed adapts to different part thicknesses: slow speed (0.3-2m/s) for thin-walled LED housings (avoids splashing) and fast speed (5-8m/s) for thick auto brackets (ensures full filling). The machine also stores 50+ production recipes (e.g., “ADC12 Sensor Bracket,” “A380 Wheel Hub”)—switching between parts takes 2 minutes (vs. 15 minutes for manual adjustment).
Durable Design Extends Machine Lifespan to 15 Years: The clamping unit uses 45# forged steel guide rails (hardness 58-60 HRC) that resist wear—tests show no significant deformation after 10,000 hours of use (vs. 5,000 hours for cast iron rails). The hydraulic oil cooler (air-cooled, 10L/min flow) maintains oil temperature at 40-50℃, preventing viscosity changes that cause system failures. A Thai industrial hardware factory used the machine for 8 years with zero major component replacements, vs. 3-4 replacements/year for cheaper machines. The machine’s IP54-rated electrical cabinet also protects against aluminum dust and coolant splashes—critical for die casting workshop environments.
Efficient Production Cuts Cycle Time by 20%: The 30-60 second cycle time (20% faster than traditional machines) and 800mm mold opening stroke enable high-volume output. A Chinese LED housing manufacturer increased daily production from 1,200 to 1,500 parts, meeting a $1.8M annual order. The quick-change mold system (hydraulic mold clamping) reduces mold swap time from 2 hours to 30 minutes—ideal for factories with mixed-product lines. The machine’s automatic lubrication system (dispenses grease every 2 hours) also eliminates 1 hour of daily manual maintenance, freeing teams for other tasks.
Safety & Compliance Meets Global Standards: The machine integrates multi-layer safety features: light curtains (stop clamping if hands enter the area), emergency stop buttons (3 positions), and overload protection (shuts down at 200T to avoid frame damage). It complies with CE (EN 60204) and ISO 13849-1 (Category 3) safety standards— a European auto parts supplier passed TÜV audits with zero non-compliances. The machine also supports remote monitoring via mobile app—managers can track production data (parts made, energy used) and receive fault alerts anywhere, reducing unplanned downtime by 30%.
| Parameter Name | Specification |
| Product Model | LH-HPDC-180T Cold Chamber Horizontal Die Casting Machine |
| Clamping Force | 180T (±2T) |
| Shot Weight (Aluminum) | 3-5kg |
| Shot Speed | 0.3-8m/s (Adjustable, ±0.1m/s Precision) |
| Shot Pressure | 50-180MPa (Adjustable, 0.1MPa Step) |
| Cycle Time | 30-60 Seconds (Depends on Part Complexity) |
| Mold Clamping Accuracy | ±0.05mm |
| Maximum Mold Thickness | 500mm |
| Minimum Mold Thickness | 200mm |
| Maximum Mold Opening Stroke | 800mm |
| Tie Bar Spacing (Horizontal×Vertical) | 450×450mm |
| Injection Unit | Horizontal Cold Chamber (Diameter: 50mm) |
| Drive System | Servo Hydraulic (15kW Servo Motor) |
| Energy Consumption | 84kWh/Hour (Average) |
| Cooling System | Air-Cooled Hydraulic Oil Cooler (10L/min Flow) |
| Control System | 10-Inch Touchscreen + PLC (Siemens S7-1200), Recipe Storage: 50+ |
| Communication Protocol | Modbus-TCP (MES Integration Supported) |
| Machine Dimensions (L×W×H) | 3200×1800×2200mm |
| Net Weight | 8500kg |
| Certifications | ISO 9001, CE (EN 60204), GB/T 21262, RoHS |
| Warranty | 3 Years (Machine Frame/Hydraulic System); 1.5 Years (Servo Motor/Control Panel) |
| Compatible Alloys | Aluminum (ADC12, A380), Zinc (ZAMAK 5, Optional), Magnesium (AM60B, Optional) |
Auto Sensor Brackets (ADC12 Aluminum, 0.8-2mm Thickness): Ideal for medium-volume production (10,000-15,000 pieces/month). The 0.3-2m/s slow shot speed prevents thin-walled bracket splashing, and servo precision reduces porosity to <3%. A Chinese auto supplier using 2 machines meets a $2M annual order for Volkswagen, with rejection rates dropping from 12% to 2%.
Motorcycle Wheel Hubs (A380 Aluminum, 3-5mm Thickness): The 180T clamping force ensures hub mold tightness, and 5-8m/s fast shot speed fills thick sections without voids. A Vietnamese motorcycle factory increased daily hub production from 300 to 375 (25% boost) and cut energy costs by $3,500/month.
LED Light Housings (ADC12 Aluminum, 1-1.5mm Thickness): The machine’s recipe storage (50+ groups) supports quick switching between 5-10 housing models. A Thai electronics factory produces 8,000 housings/day for Philips, with cycle time optimized to 35 seconds/part and non-stick coating adhesion improved by 40%.
Industrial Hardware (A380 Aluminum, 2-4mm Thickness): The durable steel frame and IP54 protection handle dusty workshop conditions. A U.S. hardware manufacturer uses the machine for 2 shifts/day, 6 days/week—maintaining precision for 2 years with only monthly oil changes, saving $12,000/year in maintenance.
Component Advantages:
Uses a 15kW Yaskawa servo motor (high torque, low noise) that adjusts speed in real time—no energy waste during idle periods (e.g., mold cooling).
Equips a Rexroth axial piston pump (high pressure resistance, 200MPa max) that delivers oil flow precisely matching shot/clamping needs—reducing pressure fluctuations by 80%.
Integrates a Danfoss pressure sensor (0.05MPa accuracy) for closed-loop feedback—ensures shot pressure stays within ±0.1MPa of set values.
Performance Benefits for B2B Users:
Energy savings: 30% lower than traditional fixed-speed systems—translates to $54,000/year for a 2-shift operation.
Precision improvement: Shot speed variation drops from ±0.5m/s to ±0.1m/s—critical for thin-walled parts that require consistent filling.
Longevity: Servo components have a 20,000-hour lifespan (vs. 8,000 hours for traditional motors)—reducing replacement costs by 60% over 5 years.
Application Adaptability:
Auto-adjusts for alloy density: Uses lower flow for aluminum (lower density) and higher flow for zinc (optional, higher density)—no manual pump adjustments.
Supports pressure holding: Maintains 120MPa shot pressure for 5 seconds during aluminum solidification—eliminates part shrinkage defects.
Material & Component Quality Checks:
Machine frame uses Q345B carbon steel (tensile strength 510MPa) — inspected via ultrasonic testing (UT) to detect internal cracks.
Servo motors, pumps, and sensors are sourced from certified suppliers (Yaskawa, Rexroth) with traceable batch numbers—rejecting any non-compliant components.
Performance Testing:
Conduct 100-hour continuous operation tests (simulating 2-shift production) — machine must maintain ±0.05mm clamping accuracy and 84kWh/hour energy consumption.
Test shot consistency: Produce 100 aluminum samples (ADC12, 3kg) — dimensional variation must be <0.1mm, and porosity rate <3%.
Global Compliance:
Full compliance with ISO 9001 (quality management), CE (EN 60204 for electrical safety), and GB/T 21262 (Chinese die-casting machine standards).
Provide documentation: material MTRs, component datasheets, and TÜV safety test reports for export to EU/US markets.
Post-Delivery Validation:
We send engineers for on-site installation (free for orders) and conduct 1-week production tests—adjusting parameters to ensure 99%+ qualified parts before handover.
Pre-Operation Checks (5 Minutes/Day):
Hydraulic Oil Inspection: Check oil level (must be between “MIN” and “MAX” on the tank) and color (clear amber—replace if cloudy). Test oil temperature (40-50℃ normal; >60℃ = cooler failure).
Servo System Test: Turn on the machine—servo motor should start with a smooth hum (no grinding). Check pressure gauge (idle pressure: 5MPa; clamping pressure: 180T = 150MPa).
Safety System Validation: Activate light curtains (wave a hand through—machine stops clamping instantly). Press all 3 emergency stops—control panel should display “E-Stop Active.”
Mold Alignment Check: Run a dry clamping cycle—mold platens should close evenly (no gap >0.05mm). Adjust guide rail lubrication if movement is rough.
Weekly Maintenance (2 Hours):
Clean Hydraulic Oil Filter: Remove and rinse the filter (located on the oil tank) to remove aluminum dust—clogged filters increase energy consumption by 10%.
Lubricate Tie Bars: Apply high-temperature grease (provided) to 4 tie bars—prevents wear and ensures smooth clamping. Wipe excess grease to avoid dust buildup.
Inspect Electrical Connections: Tighten terminal screws in the control panel (vibration loosens them) and check for wire fraying—loose connections cause 30% of servo motor malfunctions.
Monthly Maintenance (4 Hours):
Calibrate Pressure Sensor: Use a portable pressure gauge to verify the machine’s display (deviation ≤0.1MPa allowed). Adjust via PLC if needed.
Change Hydraulic Oil: Replace oil every 6 months (or 2,000 hours) with ISO VG 46 hydraulic oil—old oil causes pump wear and pressure fluctuations.
Test Mold Thickness Compensation: Install a test mold (known thickness: 300mm) — machine should automatically adjust clamping force to 180T without manual input.
Alloy Compatibility Upgrade: Modify the injection unit for zinc (ZAMAK 5) or magnesium (AM60B) alloys—adds a zinc melting pot (100kg capacity) or magnesium inert gas protection system. A Mexican zinc die-casting factory ordered this upgrade, enabling production of 2kg zinc auto parts and expanding their product line.
Shot Weight Adjustment: Increase shot weight to 6kg (for larger parts like 5kg aluminum pump housings) or decrease to 2kg (for small parts like 1kg LED heat sinks). A U.S. pump manufacturer used the 6kg upgrade to meet a $1.5M order for industrial pumps.
Automation Integration: Add a 6-axis robot (20kg payload) for automatic part loading/unloading—eliminates 2 manual workers per machine. A Chinese auto parts supplier integrated 3 robots with our machines, cutting labor costs by $12,000/month and reducing part damage from handling (10% to 1%).
Energy-Saving Add-Ons: Install a heat recovery system (captures hydraulic oil heat to warm workshop water) — reduces factory heating costs by 20%. A European factory in Germany added this, saving $8,000/year in natural gas bills.
Warranty Coverage: 3-year warranty for the machine frame and hydraulic system; 1.5-year warranty for the servo motor and control panel. For auto parts clients, extend the servo motor warranty to 2 years (15% extra cost)— a Volkswagen supplier used this to meet the automaker’s 2-year equipment guarantee.
24/7 Technical Support: Our team of 5 die-casting machine engineers (10+ years experience) offers round-the-clock help via phone, WhatsApp, and video call. For urgent issues (e.g., servo motor failure during a rush order), we respond within 20 minutes—85% of problems resolved remotely in 1 hour.
Spare Parts Supply: Stock core parts (servo motors, hydraulic pumps, pressure sensors) in 4 regional warehouses (China, Germany, U.S., Mexico). 24-hour delivery to major industrial hubs— a U.S. factory received a replacement pump in 16 hours, minimizing downtime to 1 shift.
On-Site Training: Free 3-day on-site training for your operators and maintenance team—covers machine setup, recipe optimization, and troubleshooting. A Thai LED factory’s team reduced error-related downtime by 70% after training, mastering skills like “adjusting shot speed for thin-walled parts.”
Specialization in Cold Chamber Die-Casting Machines: We don’t make generic industrial machines—we focus exclusively on cold chamber horizontal models, understanding their unique needs (aluminum alloy precision, energy efficiency). Our R&D team tests every machine in real die-casting workshops (aluminum dust, 2-shift operation) to solve actual pain points.
Proven B2B Track Record: Over 300 manufacturers in 40 countries use our machines, including suppliers to Volkswagen, Philips, and Honda. A Chinese auto sensor factory increased annual revenue by $2M after using 2 of our machines to meet global auto brand standards—they’ve renewed their maintenance contract for 4 years.
Transparent ROI for B2B Operations: We provide a customized ROI calculator (based on your energy costs, labor costs, and rejection rates). Most clients recoup investment in 12-18 months—for a factory with 1 machine, this means $180,000 in 5-year savings (energy + labor + rework).
Technical Expertise in Servo Systems: We hold 2 patents for servo hydraulic integration in die-casting machines and partner with top component suppliers (Yaskawa, Rexroth). Our engineers can answer alloy-specific questions (e.g., “How to optimize shot speed for ADC12”)—no generic advice.
Flexible Lead Times for Urgent Orders: Standard LH-HPDC-180T machines are in stock (delivery 7-10 days). Customized models take 15-20 days—40% faster than competitors (30+ days). A Vietnamese motorcycle factory received 2 customized machines in 18 days, meeting a $1M rush order for Honda.
Q1: Is this machine compatible with our existing 300mm×300mm aluminum sensor bracket mold and Siemens MES system?
Q2: How difficult is it to train our operators (no servo machine experience) to use this machine?
Q3: Can the machine handle our 2mm-thin aluminum LED housing (prone to splashing with traditional machines)?
Q4: What is the machine’s power requirement, and can it operate in our 380V 3-phase workshop with 50Hz frequency?















